Guide pour passiver l’inox en immersion pour les applications industrielles
20 septembre 2023Passiver l’inox garantit la longévité et la fiabilité des composants en acier inoxydable
L’acier inoxydable est largement reconnu pour sa résistance à la corrosion,. Cela en fait un matériau privilégié dans diverses applications industrielles, telles que l’industrie alimentaire ou aéronautique. Cependant, même l’acier inoxydable peut souffrir de la corrosion s’il n’est pas correctement entretenu. Par conséquent, la passivation est un processus crucial. En effet, il améliore la résistance à la corrosion de l’acier inoxydable en favorisant la formation d’une couche d’oxyde protectrice à sa surface. Découvrez dans cet article les étapes clés et les meilleures pratiques pour passiver l’inox en immersion.
Qu’est-ce-que la passivation ?
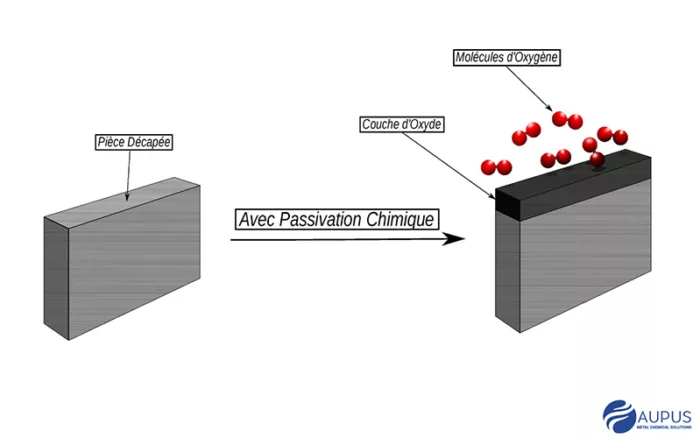
La passivation est un procédé chimique de traitement de surface qui favorise la formation d’une couche d’oxyde passive et protectrice, également appelée oxyde de chrome. Plus homogène, elle est alors également plus épaisse que lors d’une passivation naturelle. Cette couche d’oxyde agit comme une barrière, empêchant la corrosion et améliorant la durabilité du matériau. La passivation est particulièrement importante pour les composants en acier inoxydable qui entrent en contact avec des substances ou des environnements corrosifs.
Les équipements nécessaires pour passiver l’inox

Le traitement de passivation s’effectue avant tout dans un bain chimique. Prévoyez une cuve en plastique maintenue en température ambiante à cet effet pour immerger vos pièces en métal. Nous préconisons également d’y ajouter une cuve de rinçage, alimentée de préférence par de l’eau déminéralisée. En outre, le choix du produit de passivation sera également crucial pour un bon rendu. Les produits se différencient de par le type d’acide employé dans sa composition. Nous vous proposons deux types de solutions pour deux applications différentes. Le produit Aupus 967 A est à base d’acide nitrique et vous permettra de passiver vos pièces en inox austénitique. Le produit Aupus 967 AM est à base d’acide citrique et est destiné à la passivation des pièces en inox austénitique et martensitique. Nos produits sont tous prêts à l’emploi.
Étapes pour passiver l’inox en immersion

1/ Précautions de sécurité avant de passiver l’inox
Avant de commencer le processus de passivation, assurez-vous tout d’abord que toutes les mesures de sécurité sont en place. Portez des équipements de protection individuelle (EPI) appropriés, notamment des gants et des lunettes de sécurité. Travaillez dans une zone bien ventilée. Dans le cas d’une application d’un passivant à base d’acide nitrique, portez des gants anti-acide. Contactez notre équipe pour que l’on vous conseille sur le port d’équipements individuels adaptés à votre utilisation.
2/ Préparation de la surface
En premier lieu, commencez par nettoyer soigneusement la surface de l’acier inoxydable afin d’éliminer tous les contaminants visibles, : saleté, graisse et tartre. Pour ce faire, utilisez une solution dégraissante alcaline ou acide. Nous préconisons pour cette étape notre Aupus Decapoli 15. Produit à base d’acide phosphorique, il permet d’éliminer toutes les graisses. Rincez la surface à l’eau claire pour éliminer les résidus d’agents nettoyants. Pour un résultat encore plus optimal, préférez l’eau déminéralisée à l’eau claire. L’eau claire peut en effet laisser du calcaire sur vos pièces en inox.
Dans la majorité des cas, un traitement de décapage est préconisé en plus de l’étape de dégraissage. Le décapage va éliminer les oxydes de fer créés au contact de l’air ou lors des traitements thermiques et opérations de soudure.
3/ Immersion
Afin de passiver vos pièces, immergez ensuite les pièces en acier inoxydable dans la solution de passivation, en veillant à ce qu’elles soient entièrement submergées. Nous préconisons notre produit passivant Aupus 967 AM à base d’acide citrique et sans nitrates pour les aciers inoxydables austénitiques et martensitiques. La durée d’immersion peut varier en fonction de la nuance de l’acier inoxydable et la préparation de surface effectuée. Néanmoins, elle se situe généralement autour de 30 min.
Contrôle de la température : Maintenez la solution de passivation à la température spécifiée, dans le cas du produit passivant Aupus 967 A C entre 15°C et 30°C (59°F et 86°F). Ce contrôle de la température permet d’optimiser le processus de passivation.
Bon à savoir : Notre équipe R&D peut vous proposer en amont des essais en laboratoire sur vos pièces afin de déterminer les paramètres opératoires optimaux à votre utilisation. Contactez-nous pour en savoir plus.
Agitation (en option) : Pour améliorer la passivation, ajoutez une légère agitation de la solution pour assurer l’homogénéité du bain.
4/ Rinçage
Après la durée d’immersion prévue, rincez soigneusement les pièces à l’eau claire ou, préférablement, à l’eau déminéralisée. Cette étape éliminera toute trace de solution passivante. Elle est cruciale pour éviter que les résidus chimiques n’affectent les performances de l’acier inoxydable.
5/ Séchage
Séchez soigneusement les composants en acier inoxydable passivé. Vous éviterez ainsi les taches d’eau et favoriserez la formation de la couche d’oxyde protectrice. Pour cela, nous préconisons l’utilisation de l’étuve de séchage.
6/ Contrôle qualité
Effectuez une inspection visuelle des surfaces passivées pour s’assurer qu’elles sont propres, lisses et exemptes de contaminants. Pour s’assurer de la conformité du traitement face à des normes clients, vous pouvez demandez éventuellement de réaliser des tests en brouillard salin. Ces tests permettent de vérifier si les pièces sont exemptes de corrosion pendant un temps défini par les normes.
Conclusion
La passivation de l’acier inoxydable en immersion est un processus essentiel pour améliorer sa résistance à la corrosion et maintenir ses performances dans diverses applications industrielles.
En suivant les étapes décrites ci-dessus et en adhérant aux normes et réglementations spécifiques à l’industrie, augmentez la résistance à la corrosion de vos pièces en acier inoxydable et contribuez à des opérations plus sûres et plus efficaces.
Nos équipes vous accompagnent dans vos projets de passivation inox en concevant des lignes de traitement sur mesure (chaîne de nettoyage, décapage, passivation, polissage électrolytique) combinées à une large gamme de produits chimiques pour l’inox et d’équipements dédiés (pompes, thermoplongeurs, EPI). Contactez-nous dès maintenant afin que l’on étudie votre besoin.